Wiertła do metalu - rodzaje. Wiertła do metalu dla profesjonalistów i majsterkowiczów

Wiertła do metalu – różne rodzaje i zastosowania. Jak wybrać właściwy osprzęt?
Dobre wiertła do metalu potrzebne są i profesjonalistom i majsterkowiczom, ale warto dobierać je stosownie do potrzeb i planowanej pracy. Obecnie na rynku dostępne są różne rodzaje wierteł do metalu, różniące się od siebie kształtem, sposobem wykonania, użytymi do ich produkcji materiałami, a także wymiarami czy uchwytami.
Budowa wiertła do metalu
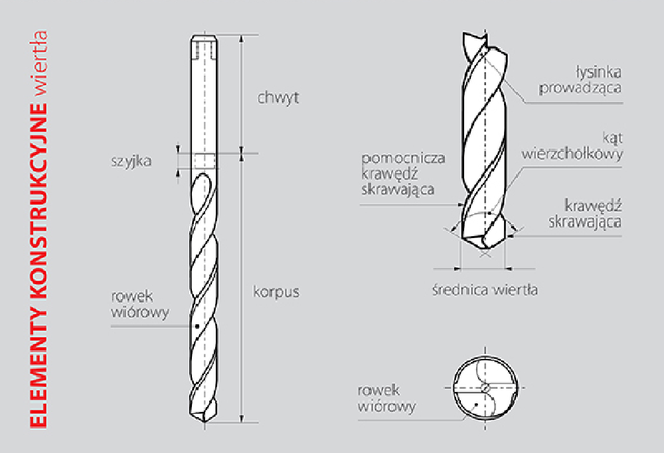
Wiertła do metalu stosować można przy obróbce różnych typów stali, żeliwa, metali kolorowych, ale także utwardzanych tworzyw sztucznych. Wykorzystywane są do wykonywania otworów przelotowych i o określonej głębokości, pod rozwiercanie, pogłębianie lub gwinty. Zasadnicza budowa wiertła jest we wszystkich przypadkach podobna. Gładki, walcowy fragment narzędzia to chwyt, natomiast część robocza ze spiralnym nacięciem nazywana jest korpusem. Korpus zakończony jest dwoma ostrzami, ma też dwa rowki, służące do odprowadzania wiórów z obrabianego materiału. Za właściwe prowadzenie narzędzia podczas pracy odpowiadają dwie tzw. łysinki znajdujące się na pomocniczych krawędziach skrawających.
Wiertła do metalu: materiały i produkcja
Wiertła do metalu wykonywane są z szybkotnącej stali narzędziowej. W produkcji stosuje się zwykle trzy podstawowe metody, frezowania, walcowania albo szlifowania. Dwie pierwsze metody wykorzystywane są do produkcji tańszych, bardziej popularnych modeli, wiertła szlifowane mają z reguły wyższą jakość i cenę.
Wiertła do metalu produkowane za pomocą skośnego walcowania segmentowego mają część roboczą uformowaną na gorąco; to najszybsza metoda produkcji. Przy frezowaniu żłobienia na powierzchni wykonywane są za pomocą frezarki. Droższe modele produkuje się techniką pełnego szlifowania surowego materiału. Zaletą tej ostatniej metody jest gładsza powierzchnia narzędzia, ułatwiająca pracę i wydłużająca żywotność narzędzia.
Wiertła do metalu – geometria
Kąt wierzchołkowy to również czynnik wywierający znaczny wpływ na eksploatację wierteł do metalu. W sprzedaży dostępne są wiertła o kącie 118° oraz 135°. Różni je także szlifowanie krawędzi. Przy kącie 118° jest ono najczęściej stożkowe, natomiast dla wierteł o kącie wierzchołkowym 135° dwuścinowe, czyli krzyżowe. Drugi sposób wykonania zmniejsza ryzyko ześlizgiwania wiertła, eliminując w zasadzie konieczność trasowania czy nawiercania wstępnego – zauważa Emil Sieligowski, brand manager marki PROLINE, znanej z produkcji elektronarzędzi i akcesoriów.
Zastosowanie wierteł do metalu
Dobór wiertła do metalu zależy od skali planowanych prac. Do okazjonalnych napraw w domowym warsztacie mogą wystarczyć tanie walcowane wiertła. Zakup sprzętu lepszej jakości, w tym wierteł wykonanych metodą pełnego szlifowania może jednak usprawnić pracę. Wiertła szlifowane dają większą dokładność oraz prostoliniowość wiercenia. W przypadku wykonywania niewielkich otworów, których średnica nie przekracza 10 mm, samocentrujące, szlifowane krzyżowo ostrza o kącie wierzchołkowym 135° umożliwiają rezygnację z punktowania oraz wstępnego nawiercania. Co więcej, praca jest lżejsza. Wiertła te, w porównaniu do standardowych modeli ze stali szybkotnącej z ostrzem szlifowanym stożkowo, umożliwiają pracę szybszą o 30%, przy użyciu nawet o 40% mniejszej siły wymuszania posuwu – zaznacza Emil Sieligowski.
Wiertła do metalu dla profesjonalistów
Lepszej jakości wiertła do metalu wykonywane są ze stopu z domieszką kobaltu (HSS Co) albo pokrywane powłoką z tlenku azotu (HSS TiN). Te pierwsze przeznaczone są do wiercenia w stalach stopowych i węglowych o wytrzymałości na rozciąganie wynoszącej nawet do 1000N/mm2, stali nierdzewnej, żeliwie szarym, spiekach żelaza oraz stalach kwaso i żaroodpornych. Do ich zalet należą precyzja wiercenia, odporność na wysoką temperaturę oraz zwiększona trwałość.
Wiertła pokryte tlenkiem azotu mają niższy od standardowego współczynnik tarcia, co ogranicza przywieranie wiórów do wiertła. Wiertła HSS TiN przeznaczone są do wiercenia w stali stopowej i węglowej o wytrzymałości na rozciąganie do 900N/mm2, żeliwie ciągliwym, spiekach żelaza, miedzi, brązie oraz utwardzonych tworzywach sztucznych.
Uzupełnieniem są wiertła specjalistyczne, krótkie oraz wydłużone lub, przydatne zwłaszcza do wierceń w cienkich blachach, jak również warianty dwustronne.




















































